 Global - English
Global - English Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtПрименение инверторов VEICHI на станках для волочения проволоки
Предисловие
Машина для волочения проволоки также называется машиной для волочения проволоки. Станок для волочения проволоки - это широко используемое механическое оборудование, используемое в промышленности, оно используется в машиностроении, металлообработке, нефтехимии и производстве пластмасс, изделий из бамбука и дерева, проволоки и кабеля и других отраслях промышленности.
В зависимости от назначения, станки для волочения проволоки можно разделить на станки для волочения металлической проволоки (для предварительной обработки металлических изделий, таких как стандартные детали), станки для волочения пластиковой проволоки (используемые в производстве пластиковых изделий для производства различных полых, сплошных или плоских нити для глубокой переработки полиэстера, нейлона, полиэтилена, полипропилена, полиэфирной стружки и т. д.), машина для волочения бамбуковой и деревянной проволоки (используется в бамбуковой и деревообрабатывающей промышленности для изготовления палочек для еды, зубочисток, палочек для барбекю и т. д., вытягивания бамбука шелк, специальное оборудование для переработки древесной шерсти).
Машины для волочения проволоки можно разделить на прямоточные и с водяным баком посредством натяжения. Диаметр проволоки можно разделить на большой волочильный станок, средний волочильный станок, тонкий волочильный станок и микроволочильный станок и т. д. Они состоят из двух частей: волочильного станка и проволоки. Чтобы улучшить производительность, качество и стоимость кабеля, машина для волочения проволоки обычно заменяется на управление постоянным натяжением с двойным преобразованием или многократным преобразованием. В настоящее время большая часть синхронного управления с переменной частотой обычно использует режим управления внешнего ПИД-регулятора. Недостатки этого метода заключаются в следующем: параметры управления ПИД-регулятором трудно отладить, они дороги и легко могут быть повреждены. Аналоговая величина имеет проблемы с затуханием и дрейфом во время передачи. Затраты на техническое обслуживание и содержание высоки. Инвертор волочильного станка прост в эксплуатации, отладке и экономичен. Это тенденция использования машин для волочения проволоки. В настоящее время машина для волочения проволоки VEICHI хорошо продается по всей стране и имеет очень хорошую репутацию. Он получил единодушную похвалу от различных производителей машин для волочения проволоки.

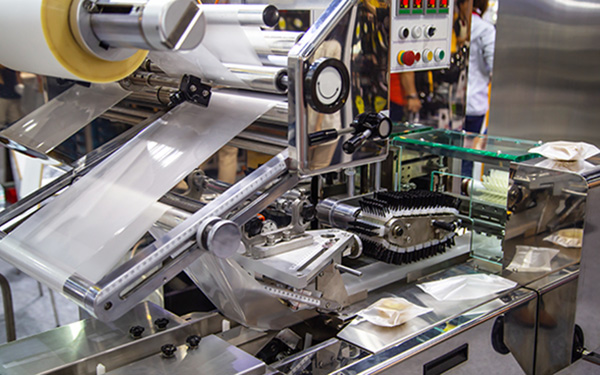
Машина для волочения проволоки
Введение и принцип работы волочильного станка
Внедрение машины для волочения прямой проволоки
Прямоточная машина для волочения проволоки представляет собой небольшое производственное оборудование непрерывного действия, состоящее из множества волочильных головок. Волоча одну за другой, проволока может быть подвергнута холодной вытяжке в соответствии с требуемыми характеристиками за один раз, поэтому эффективность работы относительно высока. Однако, поскольку диаметр проволоки меняется после каждого этапа волочения, скорость рабочей линии каждой волочильной головки также должна изменяться. Особенности: несколько ощипывающих головок, многократное преобразование частоты, множественная ПИД-регулировка.
Принцип машины для волочения прямой проволоки
(1) Принцип работы машины для волочения прямой проволоки заключается в том, чтобы контролировать время потока металла каждой катушки, чтобы оно было одинаковым.
(2) Износ волочильного штампа, колебания скорости двигателя, неравномерность толщины проволоки и т.п. обнаруживаются датчиком смещения, а алгоритм ПИД используется для компенсации скорости.
(3) Скорость последнего барабана задается как основная, а остальные барабаны задаются передаточным числом и передаточным числом.

Принцип машины для волочения прямой проволоки
Введение в машину для волочения проволоки с резервуаром для воды
Волочильная машина с резервуаром для воды также называется машиной для мокрого волочения, и процесс волочения осуществляется в резервуаре для воды, который может эффективно рассеивать тепло, выделяемое волочением стальной проволоки и скольжением стальной проволоки на барабане, и подходит для производства мелкой стальной проволоки.
Принцип работы машины для волочения проволоки с резервуаром для воды
(1) Ведущий перетаскивает колесо башни и входит в маленькое отверстие через большое отверстие формы, чтобы завершить процесс утолщения тонкой линии.
(2) Напряжение преобразуется в электрический сигнал 0-10 В с помощью потенциометра, подключенного к натяжному стержню.
(3) Функция расчета диаметра обмотки с преобразованием частоты обмотки, то есть по мере того, как проволока становится все больше и больше, скорость проволоки автоматически уменьшается, а напряжение обратной связи по натяжению комбинируется с работой ПИД-регулятора, чтобы поддерживать постоянное натяжение проволоки.

Принцип работы машины для волочения проволоки с резервуаром для воды
Технологические требования к инвертору волочильного станка
(1) Превосходный низкочастотный крутящий момент, быстрый динамический отклик, сверхстабильная точность в установившемся режиме и отсутствие вибрации.
(2) Все алгоритмы контроля натяжения интегрированы в инвертор, а характерные функции волочильного станка интегрированы в инвертор. Полная функция управления сложной машиной для волочения проволоки может быть реализована без использования периферийных цепей управления.
(3) Когда хост запускается и останавливается, отключение никогда не допускается. Если есть ошибка отключения, она должна быть быстро предупреждена и аварийно остановлена.
(4) Работа стабильна. Во время нормальной работы маятниковый стержень не должен сталкиваться с верхним и нижним пределами, и в то же время может поддерживаться одинаковая скорость потока.
(5) Поддерживайте синхронизацию линии во время остановки и постоянно поддерживайте пропорциональное соотношение скорости каждой линии.
(6) Инвертор интегрирует несколько наборов специальных параметров волочильного станка и напрямую вызывает соответствующие параметры, без необходимости для клиента устанавливать параметры один за другим.
Особенности инвертора волочильного станка AC310, AC200-L
(1) Уникальный автоматический расчет коэффициента диаметра рулона
Поскольку диаметр намотки намоточной машины продолжает увеличиваться, выходная частота намоточной машины должна постоянно снижаться. Инверторы серии AC310 и AC200-L специально оснащены функцией расчета диаметра обмотки для динамического, в режиме реального времени и автоматического расчета текущего диаметра обмотки наматывающей машины для достижения наилучшего эффекта постоянного натяжения.
(2) Приращение коэффициента диаметра валка K1
В процессе работы, когда балансир натяжения смещен от центра, включается функция автоматического расчета коэффициента диаметра намотки К1. Для обеспечения стабильности натяжения на высоких, средних и низких скоростях различные отклонения положения маятниковых стержней соответствуют разным приращениям коэффициента диаметра валков K1, а разные скорости изменения диаметра валков системы различны. Шаг К1 настраивается для достижения точного расчета диаметра валка.
(3) Мощный метод расчета диаметра катушки
Автоматический расчет диаметра намотки является важной функцией для обеспечения плавного хода устройства для намотки проволоки вблизи центра маятника. Существует два метода автоматического расчета диаметра обмотки в AC310 и AC200-L: метод линейной скорости и метод интеграла толщины. Это обеспечивает более совершенную работу контроля натяжения.
(4) Сброс диаметра рулона (ручной/автоматический)
При одинаковой линейной скорости выходная частота приемного устройства при полном диаметре и пустом диаметре сильно различается. Чтобы синхронизировать скорость натяжного устройства для проволоки и основной линии, натяжное устройство для проволоки должно выполнять сброс диаметра рулона при смене рулона. Когда используется функция автоматического сброса диаметра валка, коэффициент диаметра валка K1 автоматически сбрасывается после каждой остановки. При сбое питания или аварийном останове следует использовать функцию ручного сброса диаметра катушки, то есть внешний многофункциональный терминал определяется как терминал сброса диаметра катушки.
(5) Компенсация трения
Встроенная компенсация статического трения и модуль компенсации трения скольжения обеспечивают работу по преодолению трения и делают систему более совершенной.
Рекомендуемый способ подключения
Следующие методы подключения основаны на AC200-L.
(1) Переключатель толчкового режима подключен к разъему X3 основного блока (заводское значение — толчковый режим вперед).
(2) Пусковой переключатель внешнего терминала подключен к хосту X1.
(3) Потенциометр скорости тяги подключается к +10 В, VS1 и GND волочильного станка (основной блок).
(4) Аналоговый выход клеммы AO1 хоста и клеммы GND подключаются к клемме VS и клемме GND устройства для наматывания проволоки.
(5) Замкните клемму перемычки J2 на плате управления.
(6) Потенциометр натяжного стержня подключается к клеммам +10 В, AI и GND инвертора серии AC200-L.
После того, как значение обратной связи стержня баланса натяжения соединяется с инвертором волочильного станка серии AC200-L, как показано выше, стержень натяжения перемещается в направлении качания стержня натяжения в соответствии с натяжением проволоки и обратной связью ПИД-регулятора. сигнал (C-09) контролируется. Значение должно быть от меньшего к большему, обычно от 0,0% до 100,0%. Если он не находится в этом диапазоне, положение потенциометра натяжения следует изменить так, чтобы центральная точка находилась примерно на 50,0%, а потенциометр натяжения должен быть высокоточным потенциометром на 360°; если электрическая регулировка затруднительна, натяжной стержень можно поднять непосредственно в положение физической промежуточной высоты, гарантированное натяжением провода, а затем значение обратной связи потенциометра составляет 50,0%. Этот метод настройки предназначен для обеспечения того, чтобы положительные и отрицательные отклонения натяжения могли быть получены с помощью стержня натяжения для получения энергии накопления смещения на одном и том же расстоянии.
Рекомендуемые параметры волочильного станка (AC200-L)
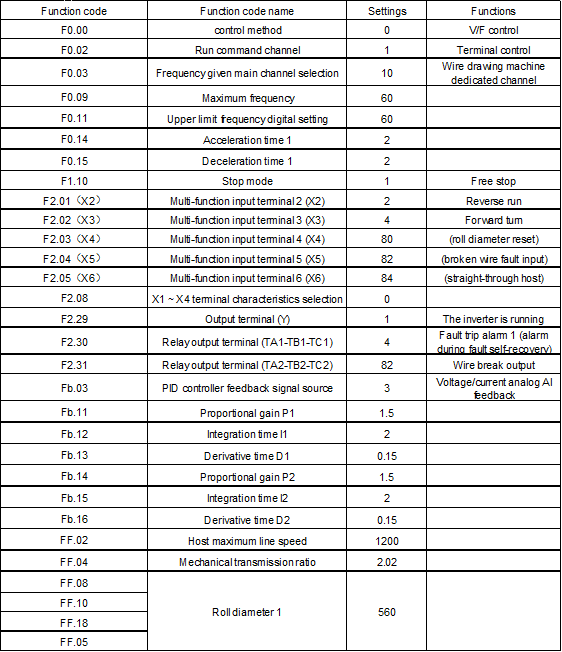
Рекомендуемые параметры волочильного станка (AC200-L)
Рекомендуемые параметры хоста с двойным преобразованием частоты типа резервуара для воды (машина для волочения проволоки)
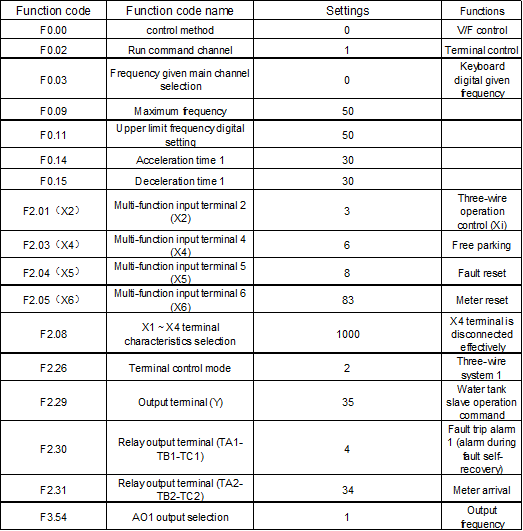
Рекомендуемые параметры хоста с двойным преобразованием частоты типа резервуара для воды (машина для волочения проволоки)
Рекомендуемые параметры машины с двойным преобразованием частоты с водяным баком
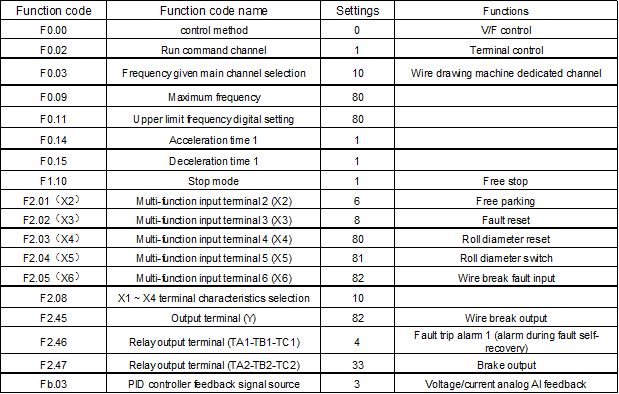
Рекомендуемые параметры машины с двойным преобразованием частоты с водяным баком
Примечание. Вышеупомянутые рекомендуемые значения параметров могут быть неприменимы к определенным особым условиям и будут скорректированы в соответствии с условиями на месте во время использования.
Отладка инвертора
Основной блок, проводка устройства натяжения проволоки
Выходная частота главного инвертора подключается программируемым аналоговым выходным портом A01 и клеммой GND к токовому входному порту AS и GND линейно-приемного инвертора; выходная частота главного инвертора используется в качестве частоты прямой связи механизма наматывания проволоки, а сама машина наматывания проволоки. Внутренние расчеты ПИД-регулирования работают вместе, чтобы обеспечить постоянное натяжение втягивающейся линии.
Проводка обратной связи по приему провода
Три контакта потенциометра рычага балансировки натяжения подключены к +10 В, AI и GND приемного инвертора и настраиваются в соответствии с максимальным напряжением обратной связи по положению и самым низким напряжением обратной связи по положению поворотного рычага [F3. 06] и [F3.08] соответственно. Это может гарантировать, что значение обратной связи ПИД-регулятора составляет 50%, когда маятник находится в среднем положении. Потенциометр обратной связи по натяжению должен вращаться на 360°; высокоточный потенциометр.
Проводка тормозного резистора
Чтобы обеспечить постоянное натяжение втягивающего троса, инвертор приемной машины должен ускоряться и замедляться за короткое время. Когда скорость снижается, линейное напряжение инвертора возрастает. Для обеспечения нормальной работы инвертора требуется внешний тормоз. Информацию о сопротивлении и тормозном сопротивлении см. в Руководстве пользователя инвертора серии AC200. Тормозной резистор подключается к (+) и PB волочильного станка серии AC200-L.
Функция обнаружения обрыва провода
Когда значение обратной связи по напряжению меньше нижнего предела обнаружения отключения ПИД-регулятора [FF.20] или превышает верхний предел обнаружения отключения ПИД-регулятора [FF.21] и продолжается в течение времени, установленного параметром [FF.24], инвертор [FF.24] отключается. . 25] Метод выбора обрабатывается соответствующим образом. Нижний предел аварийного сигнала обрыва провода [FF.20]: Установите нижний предел обнаружения отключения ПИД-регулятора волочильного станка, сигнал обратной связи меньше значения нижнего предела аварийного сигнала отключения и продолжите [FF.24] задержку оценки обнаружения отключения, затем считается нанесением. Машина отключена. Верхний предел сигнализации обрыва линии [FF.21]: Установите верхний предел обнаружения волочения проволоки волочильной машиной. Сигнал обратной связи превышает верхний предел аварийного сигнала обрыва провода и продолжается [FF.24]. После задержки принятия решения об обнаружении обрыва провода считается, что протяжка провода Машина отключена. Задержка оценки обнаружения обрыва провода [FF.24]: во избежание ложных тревог.
Чтобы избежать ложного срабатывания сигнализации при запуске или выключении, инвертор может работать дольше, чем [FF.22], а выходная частота инвертора выше установленной частоты [FF.23].
Обнаружено отключение, и инвертор может остановиться и сообщить об ошибке "E.PID". Если для параметра [FF.25] установлено значение 1, ошибка отключения автоматически сбрасывается по истечении установленного времени [FF.27].
Управление тормозом
Когда ведомое устройство останавливается, выдается сигнал торможения (выводится с выбранной выходной клеммы), и выход останавливается сразу после времени, установленного параметром [FF.29]. Во время вывода сигнала тормоза, если команда запуска действительна, немедленно остановите тормоз.




 Оставить сообщение
Оставить сообщение