 Global - English
Global - English Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtСоздан для повышения эффективности позиционирования шпинделя станка - AC200-CS
Обзор
С момента анонса инвертора частоты общего назначения VEICHI AC200 он значительно повысил эффективность приводной системы для наших клиентов благодаря своей превосходной производительности и превосходной надежности. На основе высокопроизводительного векторного управления AC200 с замкнутым контуром, VEICHI AC200-CS интегрирует технологию высокоточного позиционирования, интегрируя управление скоростью, регулированием положения и управлением крутящим моментом в единое целое, и обеспечивает сервоуправление с замкнутым контуром. двигателя шпинделя. Будучи основной системой привода станка, сервопривод шпинделя AC200-CS обеспечивает высокоточное фрезерование, точение, шлифование и другие виды обработки, предоставляя клиентам широкий выбор эффективных решений для обработки станков.

VEICHI AC200
Системная программа
В этой статье мы в основном представляем применение сервопривода шпинделя AC200-CS на шпинделе токарного станка. В качестве привода шпинделя AC200-CS взаимодействует с командой системы ЧПУ, выполняя регулировку скорости шпинделя и позиционирование, а также завершая операцию жесткого нарезания резьбы.
Схема архитектуры системы
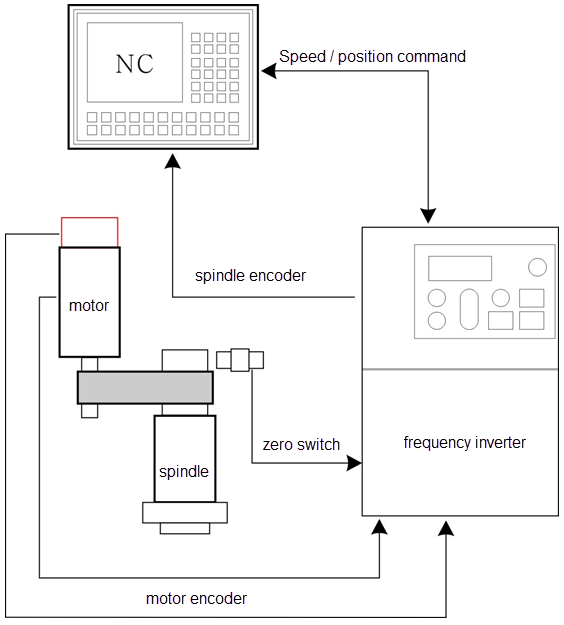
Схема архитектуры системы
Поток обработки и этапы работы
(1) Перед запуском вручную поверните шпиндель, отрегулируйте положение шпинделя до заданного положения, запросите параметр привода C-40 (текущий угол шпинделя) и вручную введите значение параметра в параметр F9-37.
(2) Запустите станок, установите приспособление и заблокируйте патрон. Введите M03 или M04 (команда запуска шпинделя, положительная/отрицательная), отрегулируйте скорость с помощью аналогового сигнала, затем шпиндель переходит в высокоскоростное вращение, а токарная обработка переходит на станцию для токарной обработки.
(3) Когда процесс токарной обработки завершен, система ЧПУ дает команду M19 (позиционирование шпинделя), шпиндель повернется на заданный угол.
(4) Когда заготовка поворачивается на заданный угол, станок с ЧПУ выдает команду M29 (жесткое нарезание резьбы); шпиндель будет следовать номеру импульса, заданному станком, пока заготовка не будет завершена.
(5) После завершения обработки патрон освобождается, и станок выключается.
Особенности AC200-CS
Производительность
A. Низкочастотная жесткость:
Он может выдавать 180% номинального крутящего момента при частоте 0,5 Гц, обеспечивая высокую стабильность и надежность заготовки станка на низкой скорости. В нулевом состоянии сервопривода и состоянии номинальной нагрузки самый быстрый ответ может быть завершен в течение 50 мс, и убедитесь, что шпиндель всегда находится в остановленном состоянии.
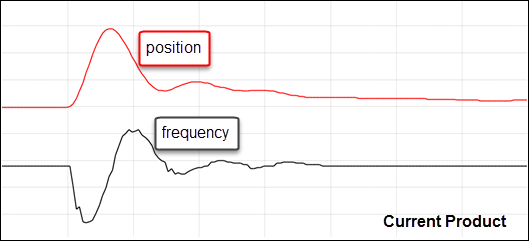
Текущий продукт
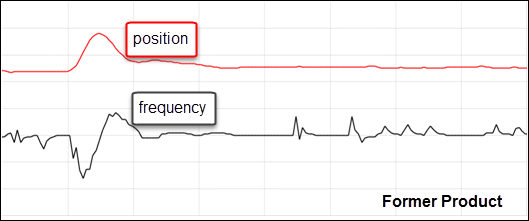
Бывший продукт
B. скорость, обновление реакции на положение:
Сервопривод шпинделя AC200-CS сочетает в себе напряжение и мощность. подавление тока и динамическое торможение, что позволяет приводу станка (шпинделю) быстро и стабильно достигать ускорения и замедления, повышая эффективность производства. В режиме позиционирования цикл регулировки контура значительно улучшен, чтобы гарантировать, что шпиндель может быстро реагировать на положение и быстро выполнять управление позиционированием.
При тех же условиях время торможения двигателя сокращается до исходного 1/2 и более, шпиндель быстро и точно замедляется, безопасен и надежен.
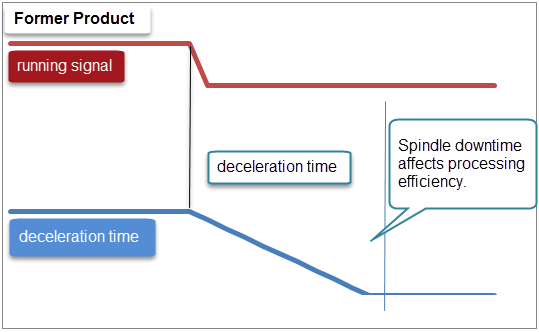
прежнее время торможения продукта
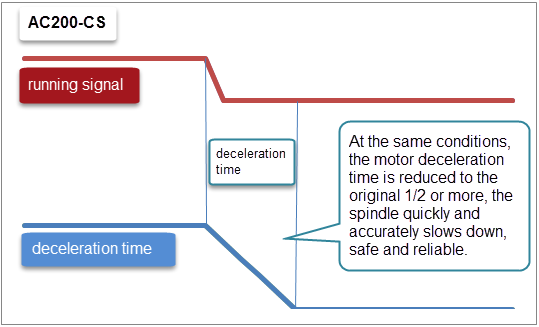
Время торможения AC200-CS
C. Большой крутящий момент на низкой частоте, способность сильного слабого магнитного поля
Он может обеспечить прецизионную обработку шпинделя при скорости выше 5000 об/мин, но также может обеспечить жесткое нарезание резьбы при скорости ниже 40 об/мин.
Сильная применимость
Он применим ко всем видам станков с ЧПУ, способным управлять фрезерным станком с ЧПУ, токарным станком с ЧПУ, расточно-сверлильным станком с ЧПУ, шлифовальным станком с ЧПУ, шпинделем и другими.
Он может адаптировать двигатель шпинделя сервопривода переменного тока, двигатель переменной частоты, трехфазный асинхронный двигатель.
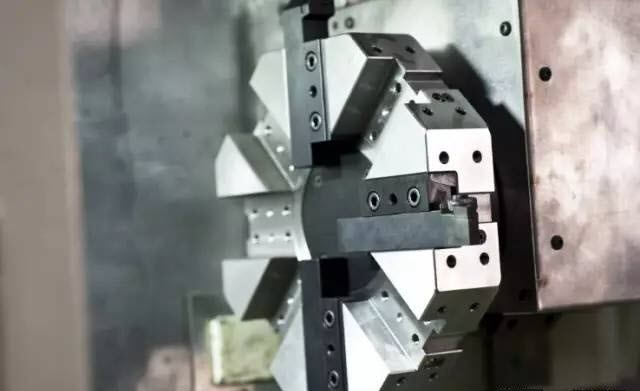
станки с ЧПУ
Характерное приложение
8-сегментное управление индексацией шпинделя с квазистопом: точность точной остановки при обработке заготовки с развертыванием может быть с точностью до 0,1 ° или менее при условии позиционирования непрерывного многоосевого, произвольного углового положения на 360 °, непрерывного 8-позиционного позиционирования.
Жесткое нарезание резьбы: опорный импульс + направление, команда ввода ортогонального импульса AB, максимальная скорость жесткого нарезания резьбы может достигать 5000 об/мин, погрешность нарезания резьбы в пределах ± 1 импульса.
4-сегментное внутреннее многосегментное положение: параметр команды внутреннего положения каждой секции устанавливается независимо, одно- или многосегментное положение может быть циклически позиционировано, чтобы облегчить пользователю планирование траектории шпинделя.
Возврат в исходное положение: каждый раз обеспечивать автоматический возврат в заданное исходное положение после того, как заготовка будет завершена. Нулевой переключатель может быть установлен со стороны шпинделя, с помощью этой функции также можно добиться внешней остановки нулевого импульса.
Электронное передаточное отношение: для достижения передаточного числа синхронного ременного привода (не 1: 1) для обработки станков с ЧПУ.
Точность развертывания заготовок при обработке точным упором может быть с точностью до 0,1° и менее.

сервопривод главного шпинделя








 Оставить сообщение
Оставить сообщение