 Global - English
Global - English Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtАвтомат для резки фиксированной длины Решение
Автомат для резки фиксированной длины Решение
С развитием современной промышленности к некоторым местам высокоточного управления предъявляются все более высокие требования к сервоуправлению. Однако из-за ограничений механической части передачи традиционный метод сервоуправления с полузамкнутым контуром постепенно стал трудным для удовлетворения требований точного управления. Чтобы удовлетворить рыночный спрос, VEICHI представила сервопривод с полностью замкнутым контуром с новым улучшенным алгоритмом, который позволяет эффективно избежать влияния механической трансмиссии на точность конечного управления оборудованием. С момента появления сервоприводов с полностью замкнутым контуром на рынке было получено большое количество успешных применений.

Особенности и преимущества
Введение
Механизм подачи штамповочного станка требует высокой точности сервоуправления, а в традиционной схеме полузамкнутого контура трудно достичь высоких характеристик управления. Недавно команда разработчиков приложений VEICHI получила задание преобразовать механизм подачи машины для формования направляющих выдвижных ящиков. После получения задания команда VEICHI быстро сформулировала предварительное решение, провела технико-экономическое обоснование и, наконец, сформулировала набор полностью замкнутых решений, которые прекрасно решили проблемы низкой точности и низкой эффективности оборудования заказчика.
Топология системы

Недостатки старого механизма подачи
Из соображений экономии механическая часть трансмиссии клиента приводится в движение цепью и зубчатым редуктором. Такой механизм передачи вызовет большую ошибку, которая напрямую приведет к выходу продукта из строя.
Клиент автоматически выполнит функцию исправления ошибок в ПЛК. Поскольку вынесение суждений и исправление ошибок требуют постоянного сбора ошибок и компенсации вычислений, это приводит к очень низкой производственной эффективности всей системы.
Поскольку функция полного замкнутого цикла размещена внутри ПЛК, отладка всей системы становится очень затруднительной, существует множество параметров компенсации, и оператору сложно работать.
Решение предоставлено командой разработчиков приложений VEICHI
Сервопривод заменен новым сервоприводом SD700 с полностью замкнутым контуром от VEICHI для завершения управления подачей. Все алгоритмы с полностью замкнутым контуром дополняются сервоприводом, который не только повышает точность обработки, но и еще больше повышает эффективность обработки.
В электронной части управления используется интегрированная машина с сенсорным экраном для завершения управления, что еще больше снижает затраты клиентов и повышает конкурентоспособность на рынке.
Добавьте несколько мер защиты (процедуры оценки сервоприводов, процедуры оценки дрожания позиционирования и т. д.), чтобы обеспечить максимальную безопасность операторов и оборудования при выполнении процедур.Сравнение производительности оборудования после трансформации и до модификации
1. Эффективность обработки увеличена более чем на 50%, а скорость резки направляющей 10 см достигла 50 шт./мин, что значительно превышает предыдущую скорость обработки.2. Благодаря использованию функции полного замкнутого контура сервопривода точность обработки оборудования достигает ± 0,01 мм, что более чем на порядок лучше по сравнению с предыдущим ± 0,3 мм.
3. По сравнению с сенсорным экраном и ПЛК старой схемы стоимость использования решения «все в одном» с сенсорным экраном снижается как минимум на 30%.

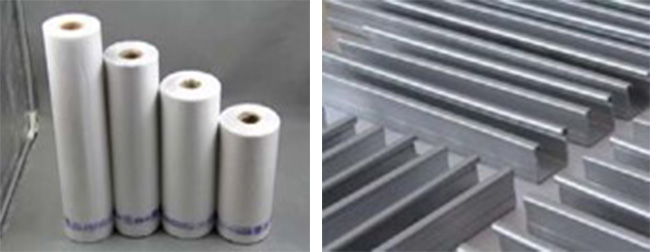
Применение функции полного цикла SD700 на станке для резки фиксированной длины
Основные моменты программы
1. Система использует контроллер движения VEICHI V5-MC104, аппаратную архитектуру с двумя процессорами, а базовая скорость обработки выше.
2. Централизованное управление человеко-машинным интерфейсом, стабильная производительность, простота в эксплуатации и обслуживании.
3. Соединение между контроллером V5 и сервоприводом использует высокоскоростные дифференциальные сигналы, которые обладают высокой стабильностью и не подвержены помехам. Максимальная скорость импульсного порта дифференциального импульса составляет 3 МГц, что обеспечивает чрезвычайно высокую точность управления.
4. Примите решение с полностью замкнутым контуром сервопривода, которое прекрасно решает проблему низкой точности и низкой эффективности оборудования клиента.
Принцип процесса
1. Сервопривод заменен сервоприводом SD700 с новым алгоритмом полного замкнутого цикла VEICHI для завершения управления подачей, и все алгоритмы полного замкнутого цикла выполняются сервоприводом. Повышая точность обработки, это также повышает эффективность обработки.
2. Часть электрического управления использует интегрированную машину с сенсорным экраном для завершения управления, что еще больше снижает затраты для клиентов и повышает конкурентоспособность на рынке.
3. Добавьте в программу несколько мер безопасности (программу оценки сервоприводов, программу оценки дрожания позиционирования и т. д.), чтобы максимально обеспечить безопасность операторов и оборудования.
Технический индекс
Скорость резки направляющей шириной 10 см достигла 50 об/мин.
Точность обработки достигает ±0,01 мм.
Приложение




 Оставить сообщение
Оставить сообщение