 Global - English
Global - English Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtПреобразователь частоты AC310 используется на лакировочной машине в Бангладеш

Обзор проекта
Место: Завод
Дата: февраль 2022 г.
Местоположение: Бангладеш
Промышленность: Текстильная промышленность
Объем проекта: Высокопроизводительные инверторы с векторным управлением широко используются в текстильной промышленности
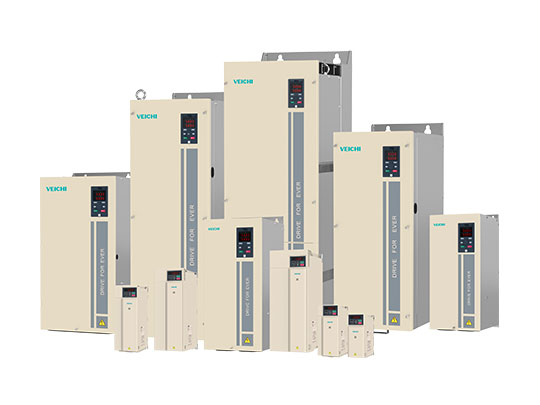
Поставки VEICHI: Инверторы серии AC310
Обзор
Машина для нанесения покрытия должна равномерно наклеивать клей или чернила на алюминиевую фольгу, пластиковую пленку или тканевые текстильные поверхности, что предъявляет высокие требования к процессу нанесения покрытия: для этого требуется не только равномерная высота процесса нанесения покрытия, но и достижение высокоскоростная и непрерывная смена роликов для повышения эффективности производства.

Требования к процессу
Вообще говоря, процесс нанесения покрытия состоит из нескольких этапов: размотка с постоянным натяжением, многоступенчатый синхронный контроль и намотка с постоянным натяжением. Это требует постоянного натяжения материала, постоянной скорости линии и плавного запуска/остановки производственного процесса. Таким образом, ключом к контролю механических и электрических характеристик машины для нанесения покрытия является контроль натяжения системы покрытия. Величина натяжения напрямую влияет на качество и количество продукции: если она слишком велика, то будут нарушены физические свойства, срок службы и качество мелованной бумаги; если он слишком мал, намотка будет слишком рыхлой, а бумага не будет гладкой, что повлияет на качество продукции в последующем процессе. В течение всего процесса, независимо от начала ускорения или прекращения замедления, работа на постоянной скорости при любой скорости линии требует, чтобы покрывающий валик, составной валик и тяговый валик поддерживали синхронную скорость движения линии. В противном случае произойдет разрыв бумаги, смещение рулона, сгибание алюминиевой фольги или поломка печати и другие отклонения. Кроме того, двигатель для нанесения составного покрытия должен быстро реагировать, обеспечивать точный контроль скорости и небольшие колебания натяжения в течение всего процесса.
Решение продуктов VEICHI
Контроль натяжения трансмиссии заключается в контроле стабильности натяжения путем контроля постоянной скорости системы. В настоящее время в большинстве отраслей промышленности используется высокопроизводительный ПЛК для контроля постоянной скорости, на который отправляется сигнал обратной связи о намотке тяги и намоточном устройстве, а инвертор является лишь исполнительным механизмом во всей системе управления. Это требует быстрой работы ПЛК и более обширных модулей АЦП и ЦАП. Более того, динамический отклик системы медленный из-за влияния скорости работы ПЛК и передачи сигнала. Поэтому мы можем использовать только векторные инверторы самого высокого класса с аналоговым входом высокого разрешения, быстрым динамическим откликом и высокой скоростью точности, чтобы компенсировать задержку, вызванную нехваткой решения.
Решение VEICHI
1. Во время процесса размотки инвертор серии VEICHI AC310 используется для автоматического ПИД-регулирования с замкнутым контуром, стремясь поддерживать постоянное натяжение материала. Скорость размотки меняется в зависимости от скорости тяги: когда леска ослаблена, скорость намотки зависит от скорости размотки; когда леска разрывается, необходимо немедленно остановить разматывающую пластину. Учитывая, что в разматывающей пластине имеются тормозные устройства, для инверторов необходимо установить свободный стоп. Процесс размотки работает отдельно.
2. В процессе нанесения покрытия и выпечки требуется несколько инверторов VC с разомкнутым контуром, в которых применяется пропорциональное управление связью, а основной сигнал и сигнал точной регулировки управляются суперпозицией в процессе нанесения покрытия. Способ реализации синхронизации линейной скорости: принятие нескольких Управление синхронизацией этапов в процессе нанесения многослойного покрытия, например, для поддержания синхронной скорости линии, использует суперпозицию основной частоты + вспомогательной частоты. При синхронном управлении основная частота первого инвертора передается на второй блок через Связь по RS485 и так далее до последнего. Передача частоты методом связи позволяет избежать затухания аналоговых сигналов в процессе передачи. Реализуемая инвертором функцией повышения/понижения, вспомогательная частота используется в качестве частоты точной настройки, точность которой может достигать 0,01 Гц.
3. Контроллер натяжения AC310 используется для намотки готовой продукции, главным образом с целью обеспечения постоянного натяжения готовой продукции. С помощью разомкнутого управления автоматический расчет конусности и диаметра осуществляется без дополнительных натяжных устройств для выполнения операции слежения на финишном этапе лакировочной машины.
Заключение
Система покрытия, реализованная с помощью инвертора VEICHI, стабильна и надежна на протяжении всего рабочего процесса и принесла предприятиям хорошие экономические выгоды. В результате реальных производственных испытаний клиент удовлетворен общим планом VEICHI. Его преимущества заключаются в следующих моментах:
(1) Управление постоянным натяжением и синхронное управление выполняются инвертором без дополнительного контроллера, а управление ПЛК применяется в электрической системе управления с простой структурой;
(2) Постоянный контроль натяжения. Во время производственного процесса натяжение поддерживается на постоянном значении с высокой точностью, и основной материал не будет поврежден. Эффект покрытия равномерный, что обеспечивает хорошее качество продукции, а площадка чистая и без разливов нефти;
(3) Компенсация конусности намотки для обеспечения постоянного натяжения готовой продукции, что полностью позволяет избежать ситуации внутреннего затягивания и внешнего ослабления;
(4) Продуманная технология, удобная для отладки, эксплуатации и обслуживания.










 Оставить сообщение
Оставить сообщение