 Global - English
Global - English Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtПреобразователь частоты AC310 используется на прядильной машине в Пакистане

Обзор проекта
Место: Завод
Дата: декабрь 2021 г.
Местоположение: Пакистан
Промышленность: Текстильная промышленность
Объем проекта: Высокопроизводительные инверторы с векторным управлением, используемые в прядильных машинах
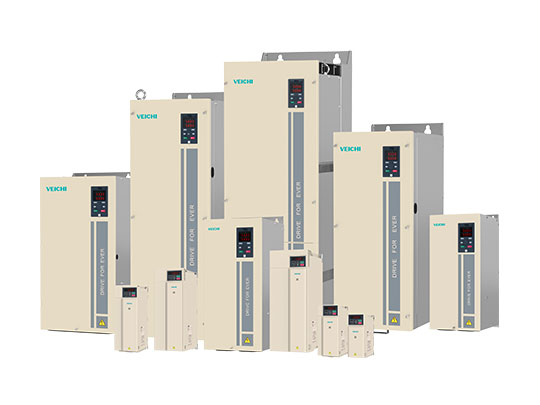
Поставки VEICHI: Инверторы серии AC310
Обзор
Прядильная машина преобразует полуфабрикат ровницы или ленты в пряжу путем вытягивания, скручивания и намотки, что является основной машиной прядения. Количество и качество пряжи является всесторонним отражением процесса прядения.
Производственной единицей прядильной машины является веретено, а производительность (килограмм) на тысячу веретен и в час часто используется для измерения уровня производительности прядильной машины. Масштаб производства прядильной фабрики всегда выражается общим числом веретен, причем пряжа на каждом веретене часто рвется по разным причинам, поэтому коэффициент обрыва часто выражается количеством обломанных концов в тысяче веретен в расчете на тысячу веретен. час, что влияет на производительность труда, производительность оборудования, качество прядения и запыленность цеха. Прядильная машина является самой энергозатратной машиной в прядильном производстве. Во время производственного процесса, когда рулон закончен (трубная пряжа), производство прекращается, а затем пряжа может быть продолжена после замены рулона пустым. Поэтому размер рулона также влияет на производительность труда, производительность оборудования и энергопотребление.
Скорость шпинделя, скорость валка и поломки взаимосвязаны и ограничивают друг друга, что является символом технического уровня прядения и должно рассматриваться комплексно с точки зрения общества, технологий и экономики, чтобы определить более подходящий значение.

Требования к процессу
Прядение — это последний процесс прядения, и степень поломки прядения является ключевым фактором, влияющим на качество продукции, производительность и энергопотребление. Сущность прядения обломанных концов заключается в том, что прочность нити между валиком и направляющим крючком меньше натяжения прядильного участка. Поэтому натяжение прядения должно быть стабилизировано, чтобы снизить вероятность обрыва пряжи.
Вращение обмотки на высокой скорости формирует воздушные шары. Колебания шариков на разных стадиях вращения влияют на величину натяжения прядения, которое является прямым фактором, вызывающим скорость поломки. Выяснение характеристик изменения натяжения воздушных шаров при съеме очень важно для контроля постоянного натяжения и снижения вероятности поломки.
1.Взаимосвязь между натяжением прядения и скоростью шпинделя: существует параболическая зависимость между натяжением и скоростью, то есть натяжение прядения увеличивается с увеличением скорости шпинделя, а когда скорость шпинделя выше, прядение напряжение возрастает еще больше.
2. Изменение натяжения прядения при съеме: в начале прядения натяжение пряжи достигает максимального значения из-за самых длинных шариков и меньшего диаметра намотки. С подъемом стальной пластины натяжение баллона уменьшается, но максимальное баллон появляется до и после формирования дна трубы, причем в это время натяжение наиболее нестабильно, что приводит к нестабильности движения стального кольца. После формирования низа трубы основную роль в натяжении пряжи играет изменение диаметра намотки. Когда положение стальной пластины поднимается (малый диаметр), натяжение вращения велико, а форма воздушных шаров мала.
Когда стальная пластина расположена внизу (большого диаметра), натяжение при вращении небольшое, а форма воздушных шаров большая. Натяжение прядения и форма шариков достигают максимальной стабильности на средней стадии пряжи. До полной пряжи форма воздушных шаров плоская, но натяжение прядения резко восстанавливается, когда высота слишком высока, и оно теряет регулирующее воздействие на натяжение, так что натяжение нестабильно. Когда намотка пряжи каждый раз поднимается и опускается в небольшом диапазоне, которая медленно поднимается и быстро падает, и если ее измерять измерителем натяжения, пиковое значение натяжения резко меняется, когда стальная пластина поворачивается сверху вниз. В это время изменение формы шариков также очень велико, что приводит к поломке и неравномерности скручивания.
Решение продуктов VEICHI
После установки VEICHI AC310 скорость прядения должна быть снижена на 5–8 % при прядении мелкой и большой пряжи (с целью снижения скорости обрыва пряжи). Скорость прядения должна быть увеличена на 5–15% для средней пряжи в зависимости от условий на месте. Учитывая, что длина средней пряжи составляет 80% от всей длины пряжи, общая скорость прядения увеличивается почти на 10%, что значительно увеличивает эффективное время работы шпинделя и повышает эффективность прядения, и, таким образом, производительность также увеличивается. почти на 10%.
Заключение
Высокоэффективная система прядения с инвертором VEICHI может обеспечить стабильную и надежную работу и принести большую экономическую выгоду для клиентов. Общее решение VEICHI получило высокую оценку клиентов благодаря реальным производственным испытаниям. Конкретные преимущества приведены ниже:
1. Увеличить объем производства;
2. Улучшите качество и уменьшите процент поломок;
3. Экономия материалов и электроэнергии;
4. Повышение эффективности производства;
5. Продлите срок службы машины;
6. Сократите нагрузку на обслуживание.










 Оставить сообщение
Оставить сообщение