 Global - English
Global - English Spanish - Español
Spanish - Español French - Français
French - Français Russian - Pусский язык
Russian - Pусский язык Chinese - 中文
Chinese - 中文 Korean - 한국어
Korean - 한국어 Vietnamese - Tiếng Việt
Vietnamese - Tiếng ViệtПреобразователь частоты SF81 используется на литьевой машине в Бангладеш

Обзор проекта
Место: Завод
Дата: октябрь 2018 г.
Местоположение: Бангладеш
Промышленность: Производство пластмасс
Объем проекта: Высокопроизводительные инверторы с векторным управлением, используемые в пластмассовой промышленности
Поставки VEICHI: Инверторы серии SF81 р>
Обзор сайта клиента
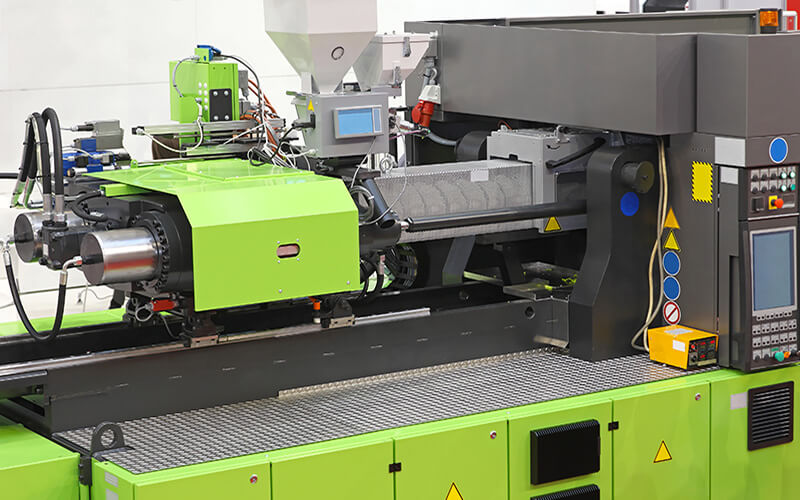
Один из наших клиентов из Бангладеш использует на своем заводе по производству пластмасс литьевую машину Haitian, которая приводится в действие масляным насосом с приводом от двигателя мощностью 22 кВт. Несколько месяцев назад наш клиент выбрал асинхронный сервопривод VEICHI SF81 для энергосберегающей трансформации.

Практическая ситуация перед трансформацией
После запуска двигателя он всегда работает на промышленной частоте, поэтому фактическая подача топлива масляного насоса превышает фактические потребности во время производственного процесса; избыток гидравлического масла, находящегося под высоким давлением, течет обратно через перепускной клапан, что приводит к большим потерям энергии и износу клапана; кроме того, возникают дополнительные потери энергии, поскольку для снижения температуры масла требуется дополнительный цикл охлаждения.
Программа трансформации
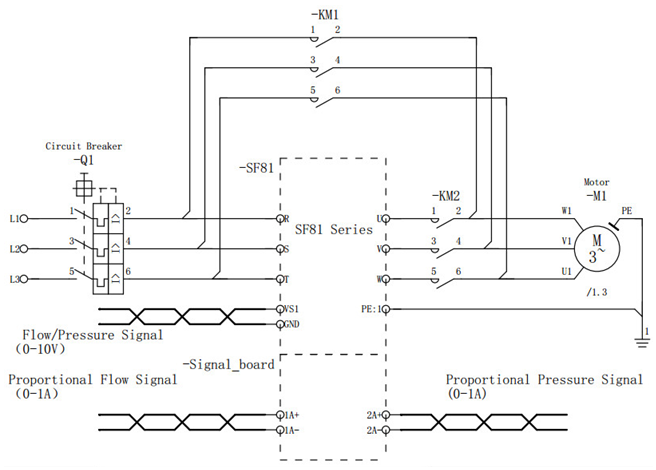
На основе полного понимания ситуации клиента наш технический инженер применил асинхронный сервопривод VEICHI SF81-T3-22ZK для преобразования системы термопластавтомата. Ниже приведена схема подключения.

Подробности трансформации энергосбережения
Подключение главной цепи
Отключите питание главной цепи звездообразного треугольника и подключите его к клеммам U, V и W сервопривода.
Подключение сигнальной платы
Подключение проводки в соответствии с пропорцией компьютера термопластавтомата или типа сигнала расхода 0–1A (постоянный ток) или 0–10 (постоянный ток).
1. Необходимо подключить только один из двух каналов сигнальной платы;
2. Когда тип сигнала составляет 0–1 А, отключите исходный «положительный сигнал». подключение, последовательный доступ 1А-, 1А+;
3. Если тип сигнала составляет 0–10 В, подключите положительный сигнал к VS, подключите отрицательный сигнал к GND, оба подключены параллельно к 1A-, 1A+.
Отладка
1. В ручном режиме NOZZLE ADV. Кнопка или СОПЛО RET. Кнопка; Когда C-16 меняется с маленького на большой, это указывает на правильность проводки и подтверждение направления вращения двигателя;
2. Когда машина находится в режиме ожидания, следите за значением параметра C-16, предполагая, что это значение равно x;
3. Установите F3.00 = X/10;
4. В режиме ожидания ручного режима установите максимальный выходной сигнал, в это время наблюдайте за значением параметра C-16, предполагая, что значение равно Y;
5. Установите параметр F3.02 = Y/10;
6. Установите время ускорения F0.14 = F0.15 = 0,0-1,0 секунды;
7. В автоматическом режиме установите режим работы драйвера как частотно-регулируемый, после чего отладка будет завершена.
Примечания
1. Проводка U, V, W; убедитесь, что двигатель вращается в правильном направлении;
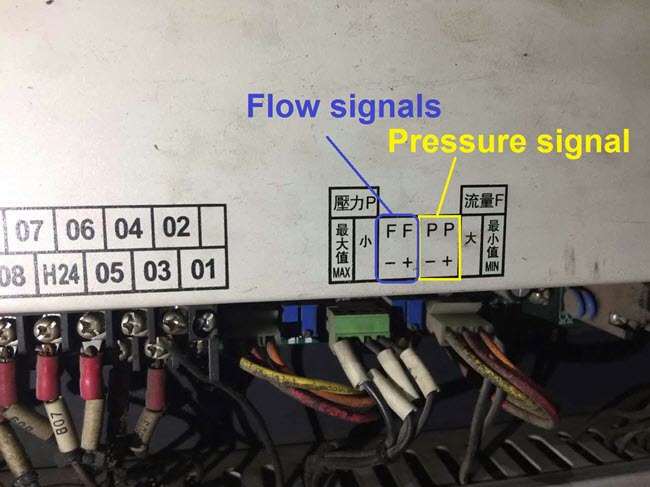
2. Найдите клеммы сигнала расхода или давления компьютера термопластавтомата.
Особенности VEICHI SF81
1. Высокий уровень энергосбережения: сервопривод SF81 регулирует выходную скорость в соответствии с сигналом компьютера термопластавтомата, так что фактическая подача масла в насос отвечает потребностям термопластавтомата и различных производственных процессов. Это позволяет контролировать перелив в минимальном состоянии, что экономит 25–35% электроэнергии.
2. Сильная перегрузочная способность: номинальный ток 150%, 3 минуты; 200% номинальный ток, 5 секунд.
3. Высокая надежность: электропитание/энергосберегающая работа двухконтурной конструкции защитного выключателя, обеспечивающая непрерывность и высокую эффективность производства.
4. Простота в эксплуатации: двухканальный вход, может принимать импульсный сигнал 0 ~ 1 А, 0 ~ 10 В, ниже 50 кГц; простая установка и превосходная защита.
5. Высокая рентабельность: все инвестиции могут быть оплачены за счет экономии электроэнергии в течение 6–12 месяцев.










 Оставить сообщение
Оставить сообщение